Top 10 Belt Conveyor Parts Every Global Buyer Should Know
When it comes to industrial operations, understanding belt conveyor parts is essential. These components play a crucial role in maintaining efficiency and productivity. They ensure smooth material handling in various industries. Knowing the different parts can make a difference in the long run. It can help buyers make informed decisions.
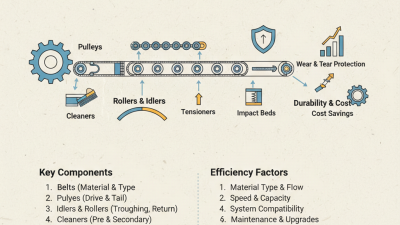
Belt conveyor parts include pulleys, rollers, and belts. Each piece has a specific function. For example, pulleys drive the system, while rollers support the load. The belt itself transports materials from one point to another. It's fascinating how these parts work in unison to keep operations running smoothly.
However, not every buyer understands the nuances of these components. Some may focus only on cost, overlooking quality. This can lead to inefficiencies and increased maintenance costs. Familiarity with key belt conveyor parts can prevent such pitfalls. It enhances reliability and maximizes performance over time. As industry standards evolve, staying updated on these components becomes imperative.

Top 10 Essential Components of Belt Conveyors for Global Buyers
Belt conveyors are vital in many industries. Understanding their components is crucial for global buyers. These conveyors move materials efficiently across various distances and terrains. The first component to examine is the belt. A quality belt ensures durability and reduces wear over time. It should be chosen based on cargo weight and environment.
Another key part is the drive mechanism. This system powers the belt and affects speed. Buyers must assess the motor type and size. Idlers also play a significant role. They support the belt, ensuring it operates smoothly and maintains alignment. Regular checks are necessary to prevent issues.
Moreover, pulleys are essential for directing the belt's path. Material needs influence the type of pulley utilized. Safety is paramount; thus, including guards can prevent accidents. Additionally, understanding maintenance tools is often overlooked. They help keep the conveyor in top shape. Buyers must remember that not all components are created equal. Investing in quality is essential for long-term reliability.
Understanding the Role of Belt Material in Conveyor Efficiency
The choice of belt material is crucial for conveyor efficiency. Different materials can significantly impact performance. For example, rubber offers good durability and flexibility, while plastic provides lightweight options. Proper material selection enhances speed and reduces wear.
Belt material affects the load capacity and the friction between the belt and the conveyed material. A higher friction coefficient can improve traction but may also lead to increased energy consumption. Understanding these dynamics is essential for optimal operations. Each application demands careful consideration of the material used.
Failures often occur due to improper material choices. If the belt is too rigid, it may not handle curves well. On the other hand, a belt that is too soft might wear out quickly. Finding the right balance is key to sustainability and cost-effectiveness in conveyor systems.
Impact of Pulley Design on Conveyor System Performance
When considering the performance of a conveyor system, one cannot overlook the impact of pulley design. According to industry reports, pulleys contribute to over 50% of the overall efficiency of a conveyor system. Appropriate pulley dimensions and materials can significantly enhance load handling and reduce wear. Many users neglect the specifics of pulley types, yet variations in design can lead to different operating outcomes.
Pulleys must be tailored to suit diverse operational conditions. For instance, a well-designed pulley can minimize belt sag and improve tension. This, in turn, boosts energy efficiency by reducing resistance. Studies indicate that systems with optimized pulleys can achieve energy savings of up to 15%. However, choosing the wrong design can lead to frequent breakdowns and expensive downtime.
Tips: Consider the material of the pulley for durability. Lightweight materials may reduce energy consumption but can wear out faster. Regularly monitor and maintain pulley systems to prevent unexpected failures. The right design requires ongoing evaluation to ensure optimal performance.
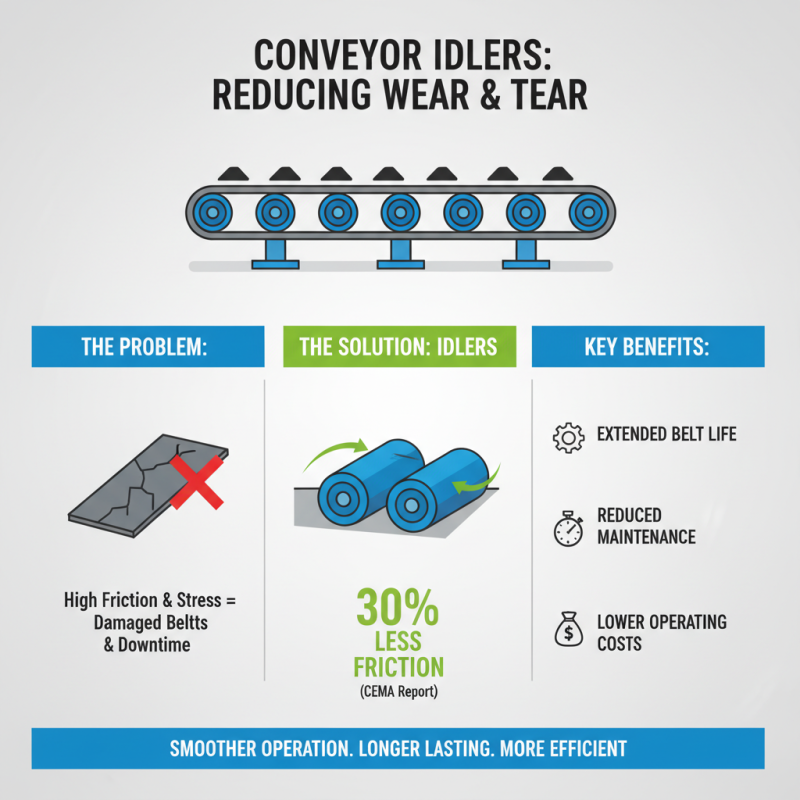
Importance of Idlers in Reducing Conveyor Wear and Tear
Conveyors are essential in various industries, transporting materials efficiently. However, wear and tear can significantly impact their performance. Idlers play a crucial role in minimizing this wear. According to a report by the Conveyor Equipment Manufacturers Association, idlers can reduce friction by up to 30%. This reduction leads to less stress on the conveyor belts.
Properly maintained idlers contribute to the overall lifespan of conveyor systems. Regular checks for misalignment can prevent unnecessary damage. Many operators overlook minor misalignments, which can lead to greater issues. Keeping a routine maintenance schedule can save costs over time.
Tips: Inspect idlers regularly for signs of wear. Early detection is vital. Consider implementing a vibration analysis program to monitor idler performance.
While idlers are pivotal, other factors can also influence wear and tear. The material being transported, for instance, affects the rate of abrasion on the conveyor. Operators must evaluate the compatibility of materials used in their systems. Inadequate selection may result in frequent repairs and increased downtime.
Key Factors in Selecting the Right Conveyor Drive Systems
When selecting conveyor drive systems, several key factors come into play. The efficiency of a conveyor system can significantly impact productivity. According to industry reports, a well-selected drive system can improve energy efficiency by up to 30%. This is crucial in an era where energy costs continually rise. Manufacturers should consider the total cost of ownership (TCO) when evaluating options. A low initial cost might lead to higher maintenance expenses, negating the financial benefits.
Durability is another essential factor. A reliable drive system should withstand demanding operational environments. Research indicates that conveyor downtime can cost businesses over $100,000 per hour. Therefore, it’s vital to select systems that offer robust performance and long service life. Furthermore, maintenance needs should be minimal. Systems requiring fewer repairs ultimately enhance operational continuity.
Compatibility is also crucial, especially in diverse operations. Drive systems must integrate seamlessly with existing machinery. Incompatible systems can lead to inefficiencies. Data from industry experts show that 25% of conveyor failures stem from poor compatibility. It’s essential to evaluate how new systems will fit into the overall workflow. This analysis ensures optimal performance and reduces the risk of unexpected issues down the line.