How to Choose the Right Stainless Conveyor Belt for Your Needs?
Choosing the right stainless conveyor belt can be a challenging task. The options available in the market may overwhelm you. Each type serves different purposes and industries. A reliable stainless conveyor belt is crucial for efficient operations.
Consider factors like material, size, and load capacity. These details greatly affect performance. You need a belt that withstands harsh conditions yet maintains flexibility. It is often a balancing act between durability and usability. Be aware of your specific requirements.
In addition, consulting with experts can provide valuable insights. They can guide you towards the optimal choice. Reflect on your needs carefully. A thorough understanding of your operational demands leads to better decision-making. A wrong selection could result in costly downtimes. Therefore, careful consideration is essential.
Understanding the Different Types of Stainless Conveyor Belts
When selecting a stainless conveyor belt, understanding the various types is essential. Stainless conveyor belts are critical in numerous industries, ranging from food and beverage to pharmaceuticals. According to a 2021 report by MarketsandMarkets, the global conveyor belt market is projected to grow by 4.5% annually. This underscores the importance of selecting the right material for your application.
Wire mesh, modular plastic, and wire rope belts are common types of stainless conveyor belts. Wire mesh belts are favored for their open design, allowing for excellent drainage and airflow. They are widely used in food processing. On the other hand, modular plastic belts offer flexibility and easy maintenance, suitable for different operational environments. According to industry experts, these materials can significantly reduce production downtime.
Tips: Consider the environmental conditions. Corrosive environments necessitate high-grade stainless steel. Evaluate your load requirements as well. Overloading can cause premature wear and be costly.
While stainless conveyor belts are durable, they can still require regular maintenance. Users often overlook the impact of factors like flexibility and temperature. It's vital to assess how these aspects affect your operational efficiency.
Evaluating Key Factors in Selecting a Conveyor Belt Material
Selecting the right stainless conveyor belt requires careful evaluation of key factors. Material properties greatly influence performance in various environments. Stainless steel belts are renowned for their durability and corrosion resistance. A study by the Conveyor Equipment Manufacturers Association (CEMA) notes that stainless steel belts can last up to three times longer than traditional belts in acidic conditions. This longevity can significantly reduce maintenance costs and downtime in production.
Another critical factor is the belt design. Different applications require specific designs for optimal efficiency. For example, a flat wire belt may be ideal for cooling applications, while a perforated design enhances drainage in wet processes. According to the American Institute of Chemical Engineers, using the correct belt design can improve energy efficiency by 15% or more. Investing time in understanding your operational needs helps in choosing the most suitable belt type.
Cost also plays a pivotal role, but it shouldn't be the sole focus. Cheaper options may compromise quality and longevity. A detailed analysis of life cycle costs—the initial purchase price plus maintenance and replacement costs—can provide a clearer picture. It’s essential to weigh these factors carefully, as overlooking them might lead to unexpected expenses down the line.
Determining Load Capacity and Performance Requirements
When selecting a stainless conveyor belt, understanding load capacity and performance is crucial. Load capacity refers to the maximum weight a belt can handle without compromising its integrity. Reports indicate that the typical load capacity of stainless conveyor belts ranges from 50 to 500 pounds per foot, depending on the design and material grade. This variation can influence your production efficiency and safety.
Performance requirements also play a vital role in your decision-making process. Factors like temperature tolerance, corrosion resistance, and surface finish must align with your production environment. For instance, conveyor belts often operate in temperature ranges of -60°F to 1,800°F. This data highlights the necessity of considering the specific conditions where the belt will be used. Inadequate performance matching can lead to premature wear or operational failures.
It’s essential to analyze various operational needs thoroughly. Misjudging load requirements can lead to bottlenecks or downtime. A rigorous assessment of how much weight your conveyor belt will bear is vital for long-term reliability. Additionally, balancing performance factors with economic constraints presents challenges for many businesses. Decisions made without comprehensive data and experience may result in increased costs and operational inefficiencies.
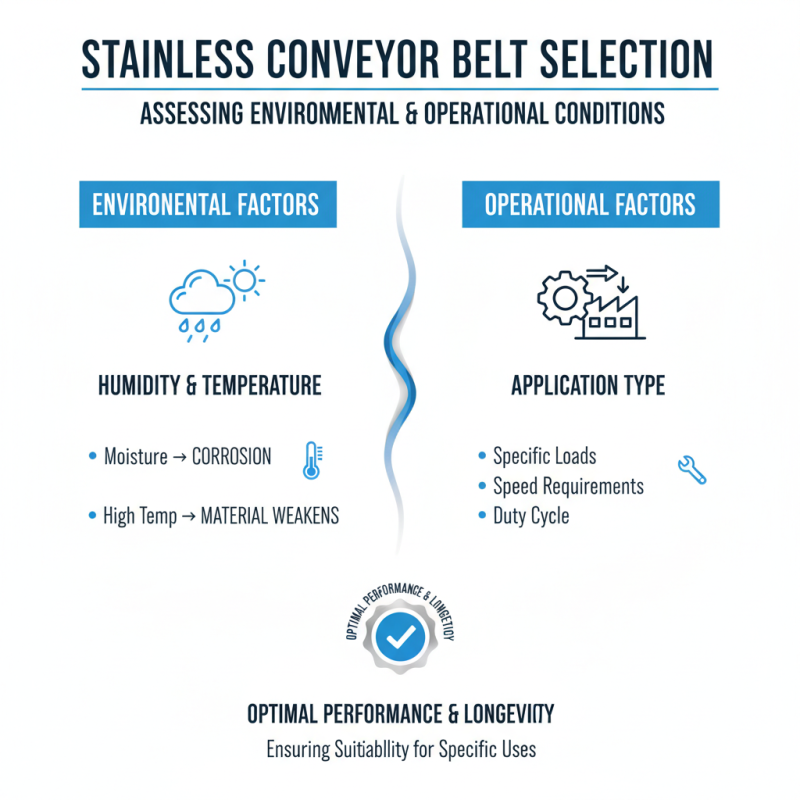
Assessing Environmental and Operational Conditions
When selecting a stainless conveyor belt, understanding the environmental and operational conditions is crucial. Humidity and temperature levels can greatly affect the belt’s longevity and performance. For instance, in high-temperature areas, certain materials may weaken, leading to potential failures. On the other hand, too much moisture can promote corrosion. Assessing these factors ensures the belt's suitability for specific applications.
Operational conditions also play a significant role. The cargo being transported needs careful consideration. Heavy or abrasive materials may require more robust belt designs. Furthermore, if the production environment includes food processing, hygiene standards are paramount. The challenge lies in finding a balance between durability and regulatory compliance. Regular assessments are essential. Those who invest time in this process often see improved efficiency.
Owners might overlook small but impactful elements like the working environment. Situations like accidental spills or exposure to chemicals can compromise belt integrity. Regular maintenance routines should not be neglected. They help detect issues early. Ultimately, considering all these factors can lead to more informed decisions, optimizing performance and safety in operation.
Budget Considerations for Stainless Conveyor Belt Solutions
When selecting a stainless conveyor belt, budget is often a crucial factor. Industry research indicates that stainless steel conveyor belts can range from $20 to $100 per foot, depending on various specifications. Understanding these costs is vital. A low upfront price might be tempting, but it could lead to higher maintenance and replacement costs down the line. These expenses can erode initial savings, making it essential to assess the long-term value beyond the purchase price.
Additionally, consider the operational environment. Reports highlight that environments with high humidity or temperature fluctuations can accelerate wear on belts. Investing in a more robust belt may incur higher upfront costs but could yield savings through reduced downtime and maintenance. A study by the International Conveyor Belting Association notes that businesses often underestimate these operational costs, which can impact profitability significantly over time.
It's also essential to factor in the specific application. A conveyor involved in heavy loads or abrasive materials will necessitate a different design than one used for light-duty tasks. Balancing these needs with your budget will require careful thought. Tailoring your choice to match operational demands can help ensure that your investment is both sound and sustainable.